Application note A104-ST99
提高热喷涂工艺(HVOF)陶瓷浆料流量稳定性
| 在高速氧燃料(HVOF)热喷涂过程中,陶瓷粉末被喷射到火焰中,与目标基板发生碰撞。因此,基板表面涂有一种材料,该材料具有更高的表面硬度和更好的耐磨性,或更好的耐化学性。
一些HVOF工艺采用干粉直接喷射到火焰中,而诺丁汉大学工程学院使用诸如水这样的液体将粉末携带到火焰中,从而可处理更小的可到纳米级别的颗粒。例如,研究发电领域的教员采用保护性HVOF涂层使燃烧过程在更高的温度和压力下进行,从而提高燃烧效率并减少CO2排放。 Bronkhorst UK应邀参与帮助改进粉末/液体浆料从容器输送到火焰的方式研究。 |
 |
| “Bronkhorst ES-Flow的使用从根本上改变了我们的研究方式。”诺丁汉大学的Tanvir Hussain博士如是说。 |
|
|
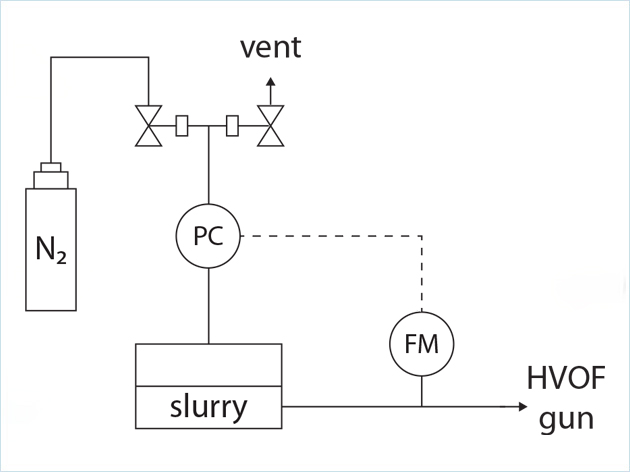
应用要求在最初的装置中,浆料容器内的压力由操作员手动设置,以便向火焰中提供所需的浆料流量。所用流量计的测量值不可重复,需要改进。浆料流量容易受到浆液液位、容器供应压力和容器下游压力的变化而发生变化,因此压力控制也需改进。此外,最初的装置很大程度上依赖于操作员通过流量计上的显示器来注意到这些现象,然后必须根据需要手动调整压力,以再次尝试建立目标流量。浆料流量稳定性达到±10%或更高,这需要改进。 |
重要议题
|
工艺方案Bronkhorst解决方案的建立从大学购买ES-FLOW超声波体积流量计开始以改善其流量测量能力,同时提高了流量测量的重复性。基于该坚固液体流量计的直通式传感器,浆料中陶瓷颗粒的磨损几乎不成问题。浆液约含20%的粉末,不论旧装置还是新装置都需搅拌容器以保持浆液均匀。 作为解决方案的扩展,Bronkhorst EL-Press P-800压力控制器用于ES-FLOW液体流量计的主从控制。此配置控制浆液容器顶部的压力,以间接控制喷入火焰的浆液流量。在涂敷涂层期间,操作员需要液体流量计提供特定流量,并将其反馈至P-800压力控制器。P-800压力控制器其实是带有两个控制阀的压力计。液体流量计控制控制阀,通过改变压力间接控制流量。对于当前应用,40 ml/min的浆液是典型的流量。容器中的压力控制在0 – 5 bar,典型值为4-4.5 bar。 该装置的第一次测试结果很好。控制很稳定:获得±0.2%的浆液流量稳定性。缺点是实现控制的响应时间太长。需要1分钟达到稳定,这是对昂贵浆料的浪费。为解决此问题,将压力控制器控制孔的尺寸从0.2mm调整为0.5mm。目前控制优于±1%,响应时间足够快。 操作员对此方案非常满意。他们不必不断观察和手动调整流量,浆料流输送的稳定性比手动实现的要好得多,并且浪费很少。此外,他们现在有数据采集和计算机控制这部分过程。 |
 |

